笔记——《产品结构设计实例教程》黎恢来
绪言
设计重在设计过程,切忌抄图!学习设计需要学习背后为什么这样设计。
第一章:概述
产品设计要考虑:
- 需求:要实现的功能,使用场景
- 具体实现:作用原理,材料选择,生产工艺,制造成本,安全性,有效性
细节:
- 制造时尺寸的控制;
- 组装时零件间的连接和固定;
- 使用时的防划伤、防呆、防水、防摔、毒性、颜色、透光度、气味等要求;
第二章:新产品开发流程
- 设计人员需要对模具制作过程进行跟进监督。
- 设计人员应给品质部门提供QC标准、采购部门提供BOM表。
第三章:产品结构设计原则
- 在满足需求的前提下结构越简单越好!(为了装配更简单、成本更低)
可有可无的结构一概不做,做到每一处结构都有用。 - 优先采用标准化的连接方式,降低生产难度与成本。
- 充分考虑可制造性与制造成本(如避免深腔、尖角,材料价格)。
- 注重结构的轻量化设计,减少产品重量和材料消耗。
- 具备一定的容错性便于后期微调(如留足加胶位置)。
结构设计要考虑的主要方面:
- 零件间的连接:螺纹、卡扣、键销、胶水、双面胶、热熔、超声波焊接、过盈配合……
- 零件的限位:标签纸的限位(如标识标签纸位置),前后壳的限位(合理地限制零件自由度),借助止口与反止口。
- 零件的固定
第四章:塑料件结构设计的基本原则
料厚
一般最小为0.6mm,外形<80mm: 0.61.5mm; 80200mm: 1.5~2mm。
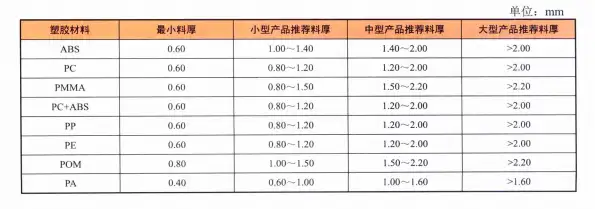
零件料厚尽量均匀,因结构设计需要料厚不均匀时应逐渐过渡且相差避免超过2倍。(边缘圆角保证过渡均匀)。
脱模斜度
为了让零件在移动极小距离后侧壁和模具间产生一定间隙。
- 尺寸外形大、外观要求高、尺寸精度高的脱模斜度要小。
- 产品外形粗糙、外形复杂、料厚、材料收缩率大的脱模斜度要大。
脱模斜度方向
优先采用减胶拔模(防止干涉、留出后续加胶余量)
| 产品外观 | 以大端为基准,减胶拔模 |
|---|---|
| 内孔 | 以小端为基准,减胶拔模 |
| 筋 | 以大端为基准,减胶拔模 |
圆角
各面相加处皆应有圆角。
- 内测圆角半径一般取相邻料厚的0.5~1.5倍,最小圆角半径>0.3mm。
- 模具的分型面上不要有圆角(容易产生飞边、错模后产生阶梯)。
- 能与皮肤接触到的位置不允许有尖角利边。
加强筋
用于主要承受垂直于板面的弯曲应力时
| 长条形网格 | 如平板结构 |
|---|---|
| 圆形网格 | 如风扇外壳、圆筒底座 |
| 螺丝柱的加强筋 |
加强筋的尺寸:
- A大端:一般料厚的0.4~0.6倍
- B高度:不大于厚度的3倍
- C两加强筋间的距离:不小于厚度的4倍
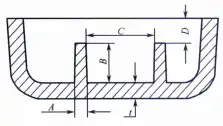
支撑面的加强筋高度应低于支撑面,以保证支撑面恰当提供支撑。

支撑面
如果用整个面作为支撑(面配合)那么对加工要求过高,因此应尽可能添加凸边或凸点进行支撑。即尽量避免大平面定位,使用小面(点)定位。
孔
优先采用圆形孔(便于模具加工)
孔直径<3mm:孔间距>孔径
孔直径>3mm:孔间距>孔径的0.7倍
一般情况下孔深不大于孔径的5~10倍。
螺纹孔:优先采用沉头孔
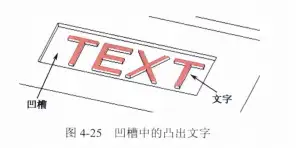
文字
优先采用突出表面的方式(便于模具加工)。与表面相差距离0.15~0.3mm,笔画宽度>0.25mm。
螺纹
优先采用粗牙螺纹。
为避免出现滑牙(提高牙根部的剪切面积):螺纹间距>0.5mm,螺纹直径>2mm。避免细牙螺纹。
第五章:模具基础
| 冲压模 | 对金属板材施加压力,使其产生分离或塑性变形。 |
|---|---|
| 锻造模 | 通过锤击或压力使加热(或常温)的金属块发生塑性变形,以获得具有一定形状和机械性能的锻件。 |
| 拉丝模 | 通过拉拔的方式缩小金属线的直径。 |
| 橡胶模 | 专门用于将橡胶材料加工成各种制品的模具。 |
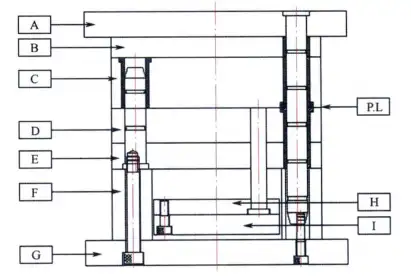
- 二板模:
A:上固定板B:母模板C:公模板D:辅助板
E:模脚F:下固定板G:顶出板H:下顶出板
PL:分模面
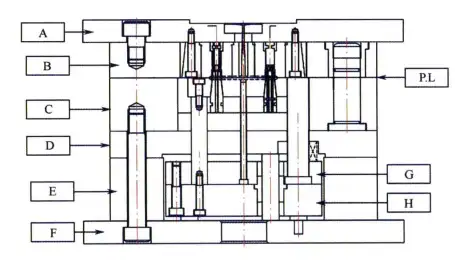
- 三板模
A:上固定板B:卸水口板C:母模板D:公模板
E:辅助板F:模脚G:下固定板H:上顶出板
I:下顶出板PL:分模面
术语表
| 手板: | 用于低成本地对设计进行检验的实物。如3D打印,CNC加工 |
|---|---|
| QC(Quality Control): | 品质控制 |
| BOM(Bill of Material): | 物料清单(材料清单) |
| OEM(Original Equipment Manufacturer): | 原始设备制造商。品牌方提供完整的技术、资本、市场(品牌),原始设备制造商(即代工厂)提供生产。整个过程的知识产权完全归品牌方所有。 |